

Extruded Aluminum, machined to close tolerance, anodized, assembled and brazed

Cast Iron machined gear housings. Surface ground sides and cylindrical ground bores to .0002" tolerance. cam made from 4140 steel hardened and ground.
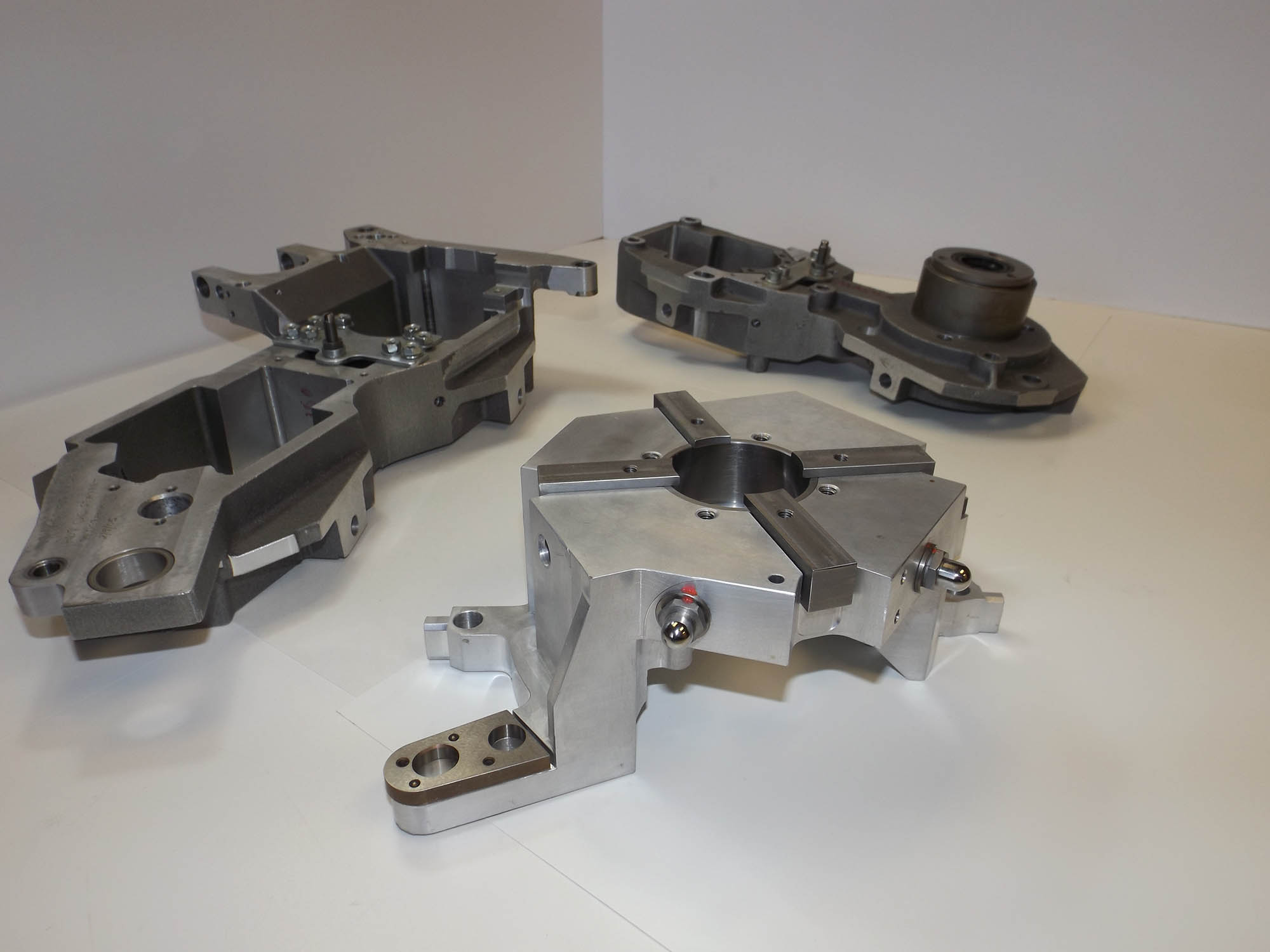
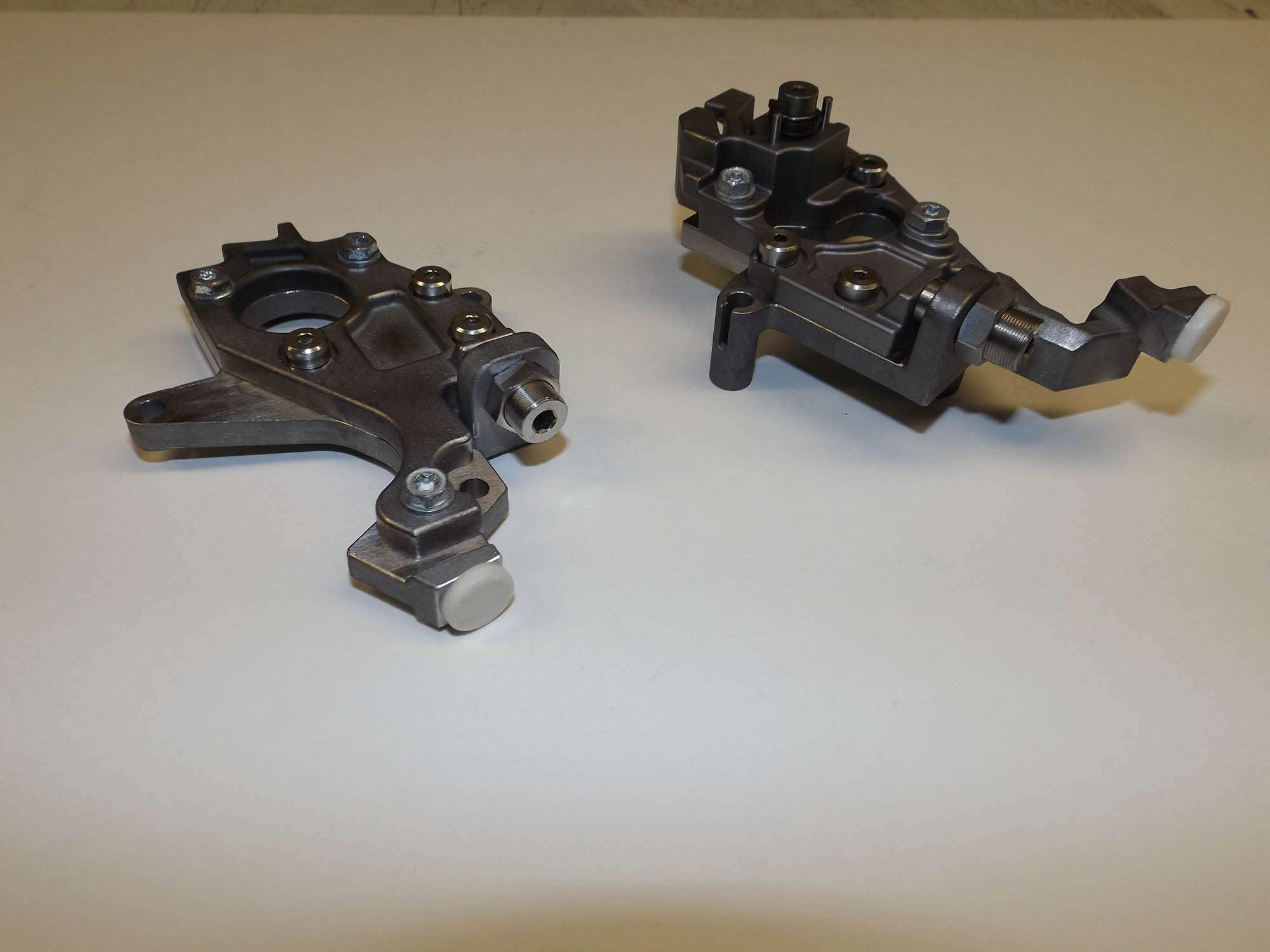
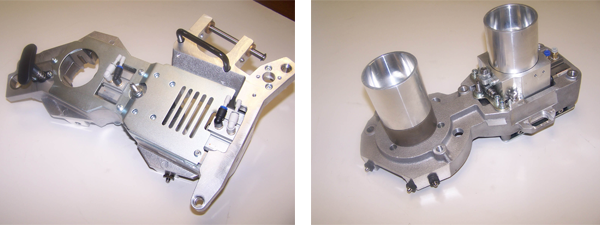
6061 Aluminum prototype castings. Machined and assembled with 440 and 420 stainless components for testing.

440 Stainless heat treated and ground helical slots to .0002" tolerance

Various machined components. Aluminum, brass, beryllium copper, 440 and 303 stainless and 4140 hardened, ground and copper plated.

Shafts and piston rods made from 450 custom, 4340 and 440 stainless. Heat treated and ground with Acme thread.
1018 case hardened, nickel plated and polished surface
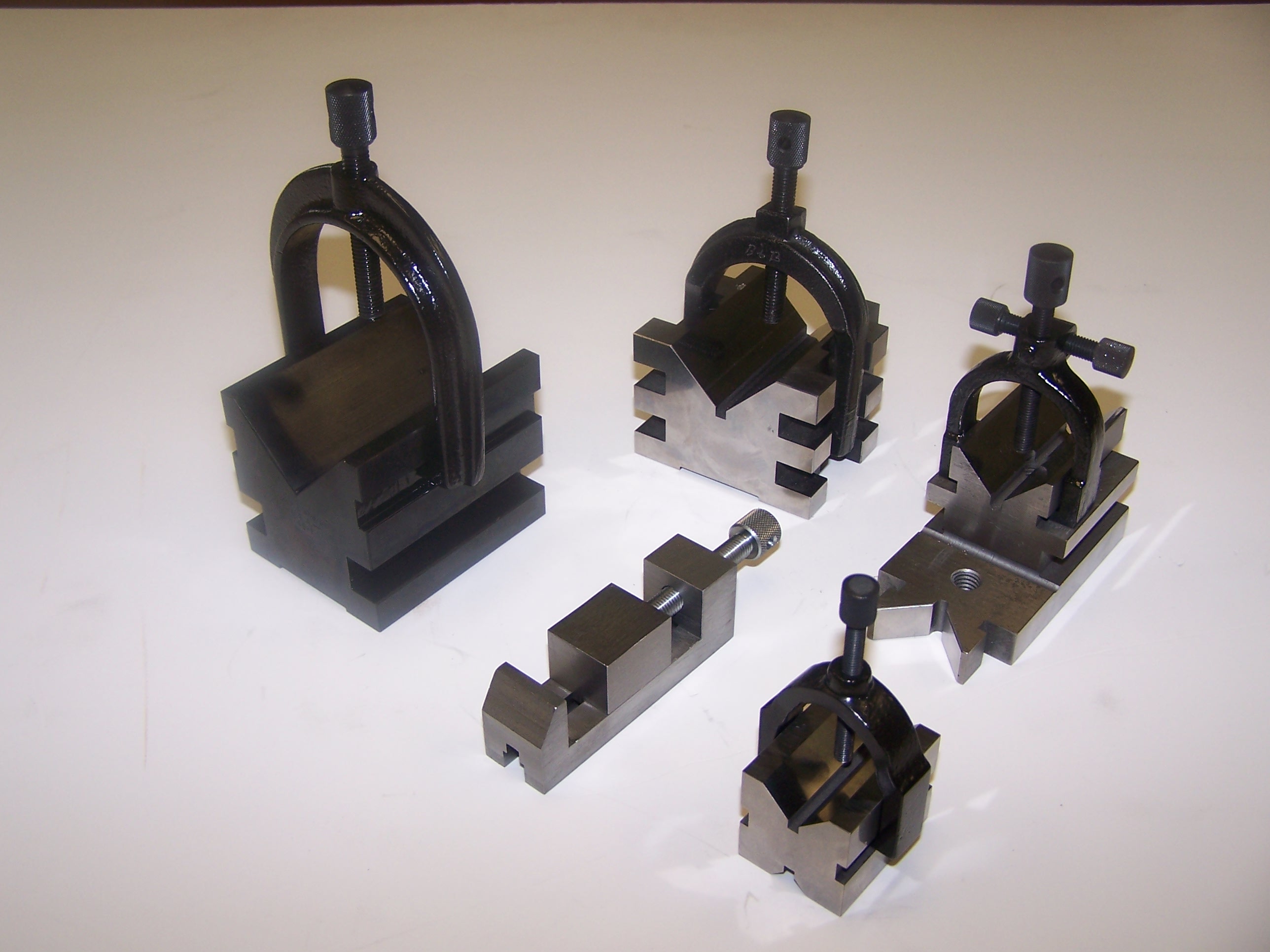
Precision ground V-blocks and clamps. Surface ground to .0003" perpendicularity, parallelism and "V" centrality. Assembled and packaged for dock to stock availability.
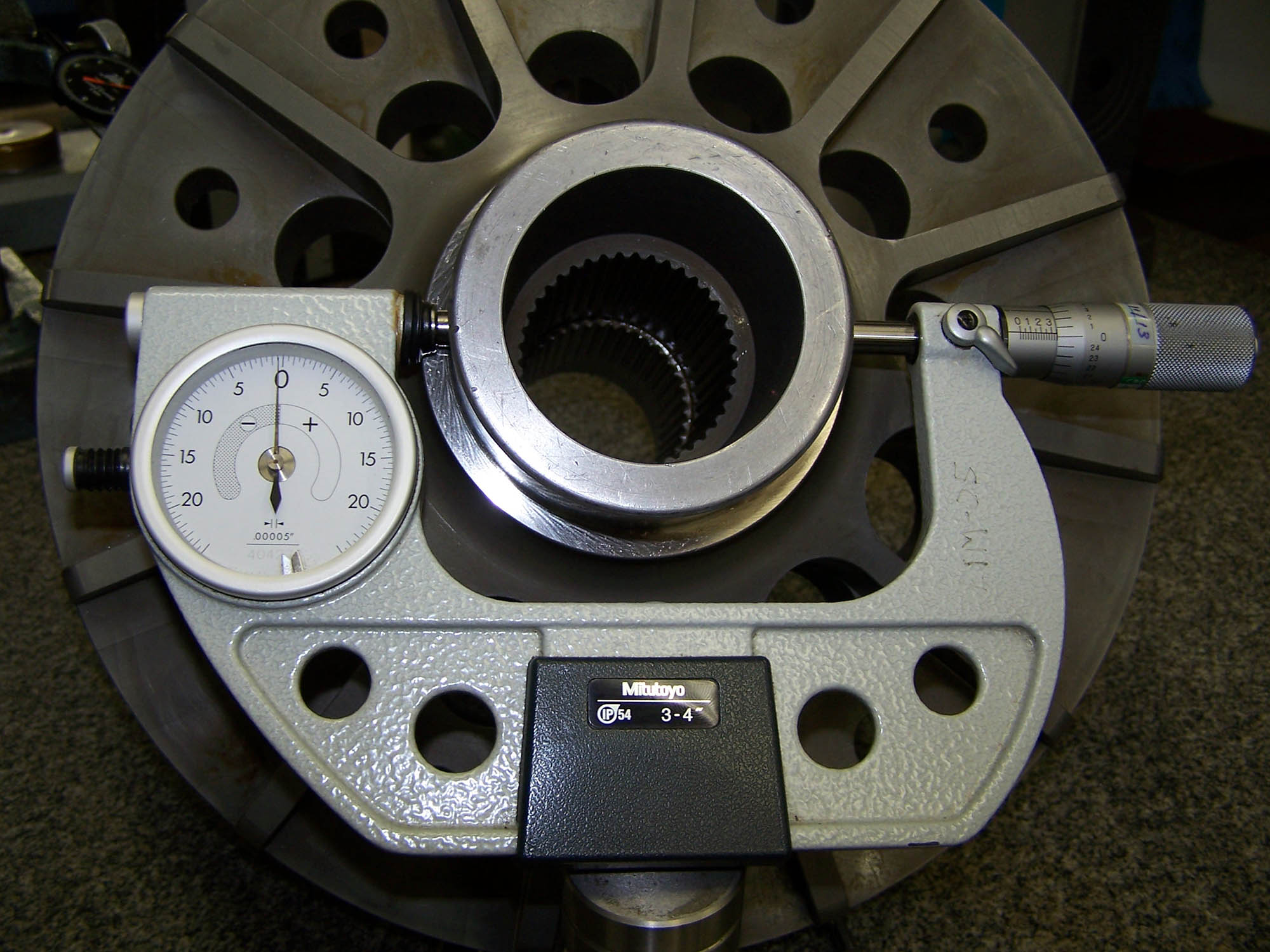
8620 material turned, milled, heat treated, cylindrical ground and splines broached

Induction hardened 440 C stainless shaft, straightened and cylindrical ground to .0002" tolerance

Imaging cylinder shaft being assembled. Final runout tolerance to be within 10 microns.
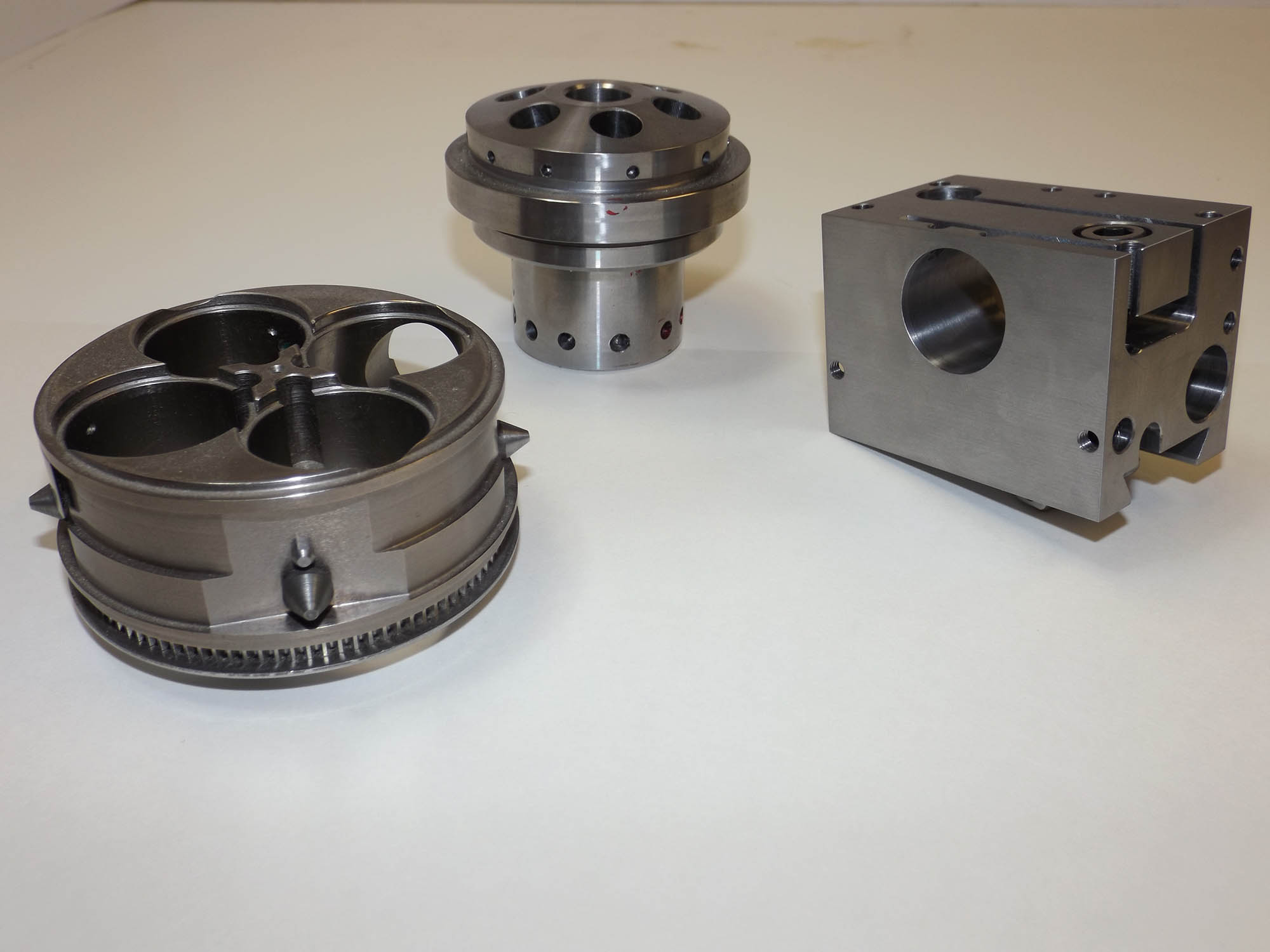
Precision machined 440 C castings. Induction hardened, surface ground and assembled.

Gears made from 8620. Blanks cut, heat treated, honed and cylindrical ground. shafts made from 4140. Turned, heat treated, cylindrical and surface ground and sub-assembled.
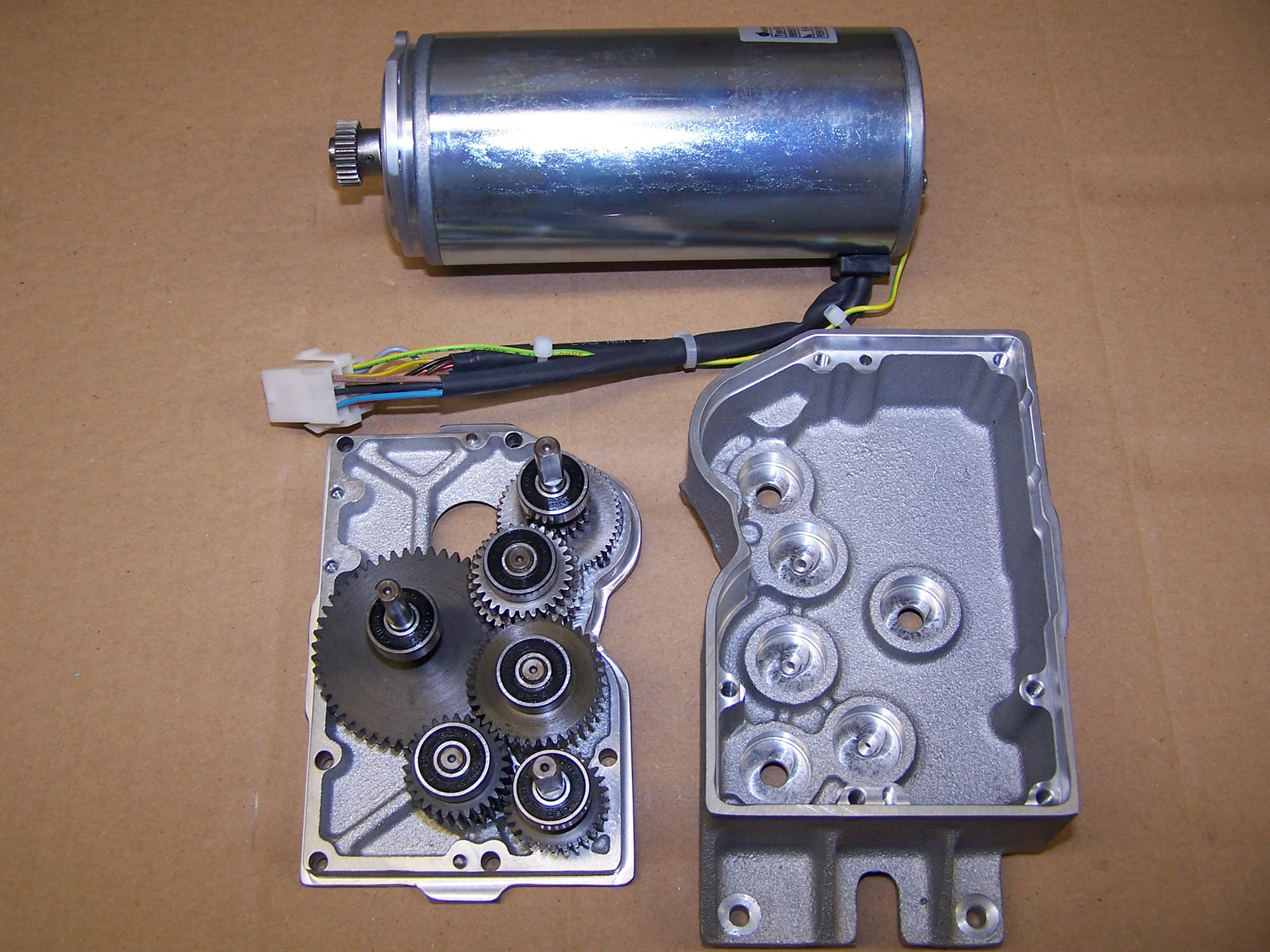
Finished gearbox ready for grease and testing.
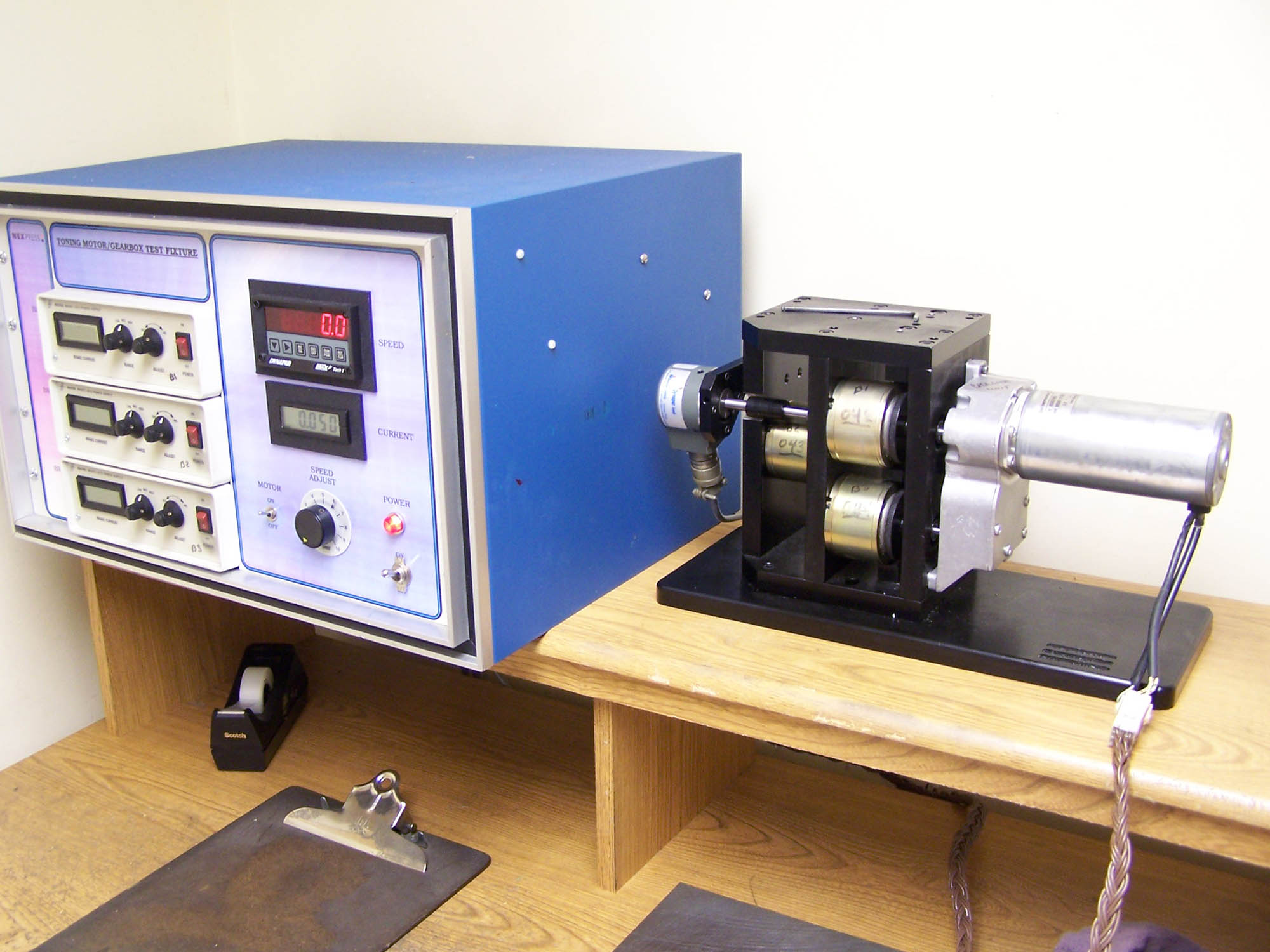
Test equipment testing finished gearbox for amperage draw and noise.
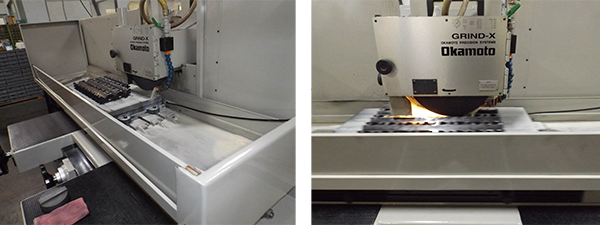
Okamoto Automatic Surface Grinder finish grinding case hardened 1018 precision V-Blocks to .0003" tolerance, parallel, perpendicular and centrality.
Remanufacture of Digital Imaging components. Parts are disassembled, cleaned, re-machined and re-assembled and calibrated to OEM specifications.

10" diameter Cage Valve made from alloy steel tubing, turned and milled.